浙江绍兴时效振动仪激振器电机,时效去应力机
产品售后服务:
以的产品和九工的发展理念,为客户提供完善的售前、售中、售后服务体系。保修期为自客户购买九宫公司产品之日起一年。任何九宫公司的产品均享受国家联合保修。公司将定期了解使用九工公司产品的客户的正常使用情况,并随时为客户提供相应的技术和正确的使用指导,确保客户放心使用。
振动时效工艺原理:
振动时效起源于冲击时效,通过特殊的时效设备使被加工工件产生共振。通过共振,将一定的振动能量传递到工件的各个部位,使工件产生微塑性变形。畸变的晶格逐渐恢复到平衡状态,使工件内部的残余应力得以消除和均匀化,终防止工件在加工和使用过程中的变形和开裂,从而工件尺寸精度的稳定性。
振动时效设备由控制器、激振器、传感器、弹性橡胶垫、印刷系统、附属卡片安装工具及相关连接线组成。操作简单,使用方便。随着节能减排意识的日益普及和振动时效技术的实际效果,振动时效设备越来越多地应用于生产过程中,是我国消除残余内应力不可缺少的实用设备。实践表明,振动时效可节约能源90%以上,提高变形抗力30%以上,提高尺寸稳定性30%以上,疲劳寿命20%以上。时效时间一般只需15-40分钟,不受工件重量和尺寸的限制。它可以安排在任何进程之间。它具有投资少、成本低、操作简单等优点,越来越多地应用于生产加工过程中。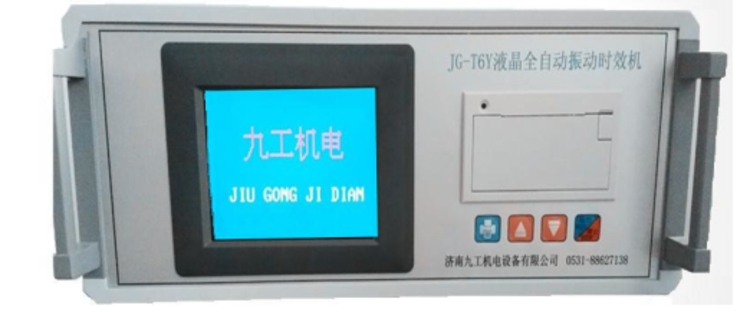
传统的老化方法有热老化、振动老化、自然老化、静态过载老化、热冲击老化等,后两种方法很少使用,这里不再介绍。
自然时效(Natural aging,NSR)是将工件长时间(一般长达6个月至1年左右)露天放置,利用环境温度的季节性变化和时间效应释放残余应力,使残余应力在温度应力过载下松弛,从而稳定尺寸精度。由于周期长、占地面积大,只适合单品种长期批量生产,效果不理想,目前很少使用。
金属零件(铸件、锻件、焊件)在冷热加工过程中会产生残余应力。结果表明,在屈服极限附近的残余应力对残余应力高的构件是有害的;例如,构件的实际强度和疲劳极限降低,导致应力腐蚀和脆性断裂。由于残余应力的松弛,零件会发生变形,严重影响零件的尺寸精度。因此,降低和消除工件的残余应力,特别是在航空航天、船舶、铁路和工业生产中,残余应力引起的疲劳损伤不容忽视。
锤击技术长期以来被引入焊接领域,主要用于消除焊接变形。锤击方法分为手动锤击和电动锤击。通过观察分析,认为适当的锤击可以消除和减少焊接裂纹,进而消除焊接残余应力。因此,在焊接过程中采用锤击处理,防止焊接裂纹的发生。一般来说,消除焊接残余应力的锤击处理就是通过锤击使被处理金属在体内产生一定的塑性伸长,释放焊接过程中产生的残余拉伸弹性应变,从而释放焊接残余应力。但是,由于非标准(振幅、频率、机械性能)