





关键词 |
坡注塑机快速换模系统,坡注塑机快速换模系统,坡注塑机快速换模系统,注塑机快速换模系统 |
面向地区 |
换模时间
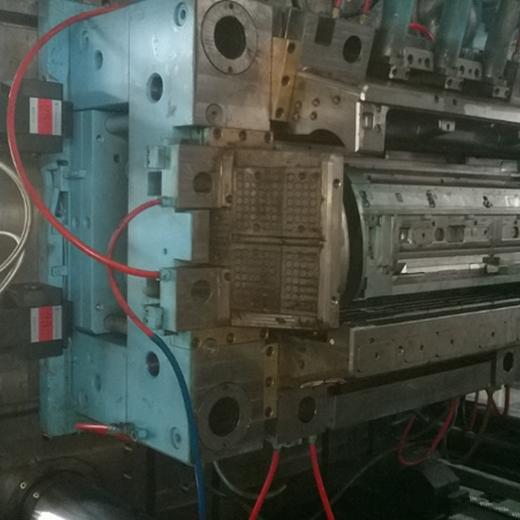
换模时间是指介于一个生产作业(Production Run)的后一件合格品和下一个生产作业的首件合格品之间的时间。
在生产中,可以将换模时间定义为:从品种后一个合格产品,到下一品种第—个合格产品之间的时间间隔。从成本的角度讲,这部分时间是没有产出价值的时间,所以需要尽可能地缩短,以减少浪费。从图可以看出,换模时间主要由4部分组成:准备时间,换模操作时间,调整时间,整理时间。
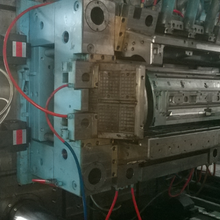
换模作业,按其时间特性可以分为“内换模”和“外换模”。
1)内换模,指那些将生产活动中断下来才可以完成的活动,生产只有在活动完成后才能继续,主要包括模具拆卸、顶杆调整、模具对准、模具固定、首件检验等工作;
2)外换模,指那些不用使生产活动停止便可完成的活动,不影响正常的产出,主要包括:寻找模具、吊取模具、吊取材料、成品转移、模具归位等工作内容。外换模又分为“前外换模”和“后外换模”。
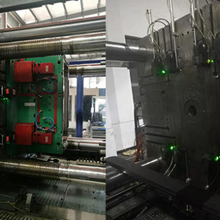
换模台车具有两个至关重要的功能:传输新、旧模具和预热模具。换模台车可分为一工位、二工位,上图所示为二工位换模台车。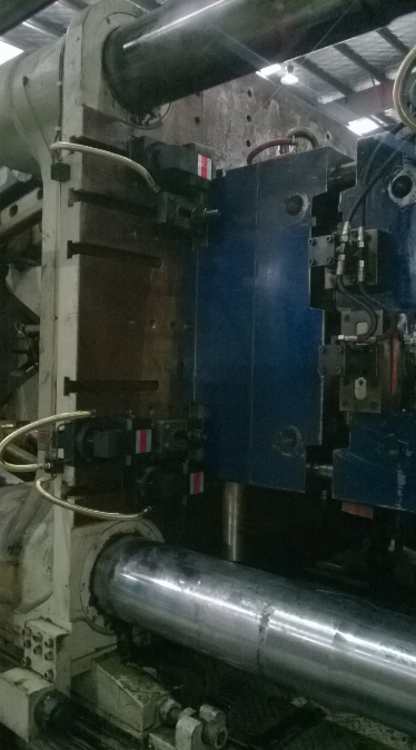
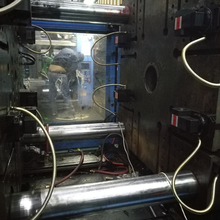
变换操作”是指那些只能在设备停止运行后方可进行的操作,主要包括:模具拆卸、顶杆调整、模具对准、模具固定、首件检验等工作;
“外变换操作”则是指那些能够在设备运行过程中进行的操作,主要包括:寻找模具、吊取模具、吊取材料、成品转移、模具归位等工作内容。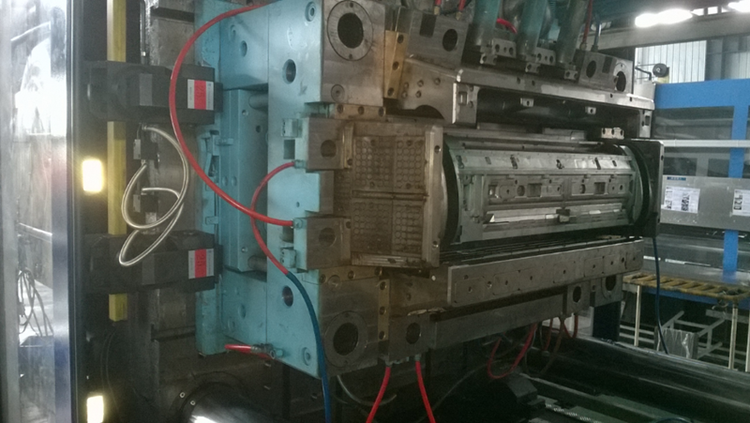
传统企业如何进行高速换模应做到管理的信息准确化
班组负责人对设备编写《生产计划排产表》,分别交给移动岗负责人、下料班组负责人,移动岗员工根据排产的顺序和时间及时准确的准备相应 的物料和模具,下料班组根据计划安排准确的准备相应的物料,
从而使各环节信息流畅,节省了时间,也了设备切换的顺利进行。
调整时间尽量减短
动手调整之前应明确需要调整的是什么,例如是石村调整还是位置挪移。接着分析调整原因,要注意具体问题具体分析。此外还要分析操作的熟练程度与效果之间的关系,以期寻找对策,改善方式方法,提高成功率。
当然企业还是要根据自身现场的设备状况和工艺条件探索更适合自身使用的方法。